Humidifiers for Every Application
Condair’s commercial and residential humidification solutions have provided excellence and reliability to our clients for many years. We’ve made it a point to continually innovate and revitalize our line of humidifiers to ensure that our customers always receive the latest and greatest systems on the market. Energy efficient, easy to maintain and unquestionably reliable, many of our systems even from over 20 years ago are still in active operation, which is a testament to our mission to only provide the highest quality humidifiers and service.
Our humidifiers and innovative evaporative cooling systems, can be found in everything from single-person households to corporate offices and sprawling industrial complexes. We have installed a variety of solutions from evaporative cooling systems to green house humidifiers to a wide range of buildings, including offices, museums, data centers, hospitals and labs. Our versatile and easy-to-install solutions always come with exceptional customer-service, product guarantees and low-maintenance to ensure a smooth transition into healthy and static-free environments for our customers. Choose from any of our high-quality series or accessories to take the first step towards optimal air quality and effortless humidity and cooling control for your property’s unique space.
We are proud to provide innovative, industry-leading and cost-conscious technologies to efficiently improve the air quality for indoor and outdoor spaces. Regardless of the size, location and exact needs of your property, you can trust in Condair’s line of humidification systems to create an optimal atmosphere that not only meets your expectations, but exceeds them. Avoid physical discomfort, health risks, static shock risk and property damage by investing in one of our carefully engineered humidifiers, each with different load sizes that ensure a perfect fit for their intended environment without wasting energy, space or water.
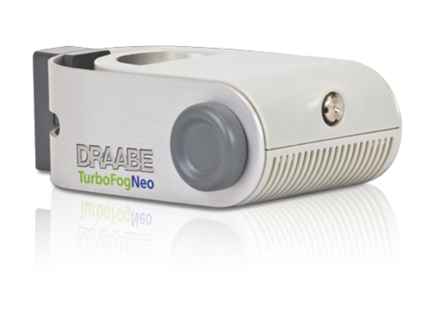
Draabe Series Humidifiers
A complete line of hygienic options for both low and high humidification requirements, this series is a perfect solution for your application needs.
Click here for more information
GS Series Gas-Steam Humidifier
This gas-powered steam humidification system is the number one high-efficiency low cost solution setting industry standards.
Click here for more information
Condair Humidifier Controls
For room humidity control and humidity safety the selection of digital humidistats provide intuitive navigation and convenient on/off features.
Click here for more information
AM Series Short Absorption Manifold
The Nortec AM Series short absorption manifold, distributes clean steam, precisely controlled, uniformly into the air stream, and void of any condensate spray.
Click here for more information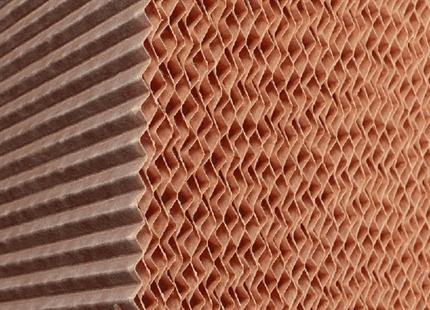
Kuul FirePro glass fiber evaporative cooling media
This superior evaporative media is designed to meet the cooling and humidification needs of the most demanding environments. Fire-retardant and certified to ISO and UL900 standards.
Click here for more information
JetSpray Compact low capacity air & water spray humidifier
The JetSpray Compact is an easy-to install, direct room humidifier for areas that need up to 30kg/h.
Click here for more information
Condair PH 1000 Pro mobile humidifier
This commercial mobile humidifier is ideal for areas up to 1,000m³ with a maximum output of 2.6l/h. It has a large 50 litre water tank or can be directly plumbed in to a mains water supply for continuous operation.
Click here for more information
AS Series Atmospheric Steam Distributor
Atmospheric steam distributor allows for direct introduction of atmospheric steam into a duct system.
Click here for more information
SE Series Steam Exchange Humidifiers
A full-package humidification system offers a most reliable, easy to install and no-fuss maintenance solution for any commercial space.
Click here for more information
DL Series Adiabatic Evaporative Humidifier
As one perfectly merged solution of atomization and evaporation, this series offers aerosol-free air, steady degermination and rigorous control without compromise.
Click here for more information
BP Series Blower Packs
BP Series blower packs are an optional accessory
Click here for more information
ML Series Humidifiers
This series of direct room atomization evaporative humidification systems can be combined in one or more zones as required.
Click here for more information
EL Series Electrode Steam Humidifier
The industry’s most cost effective steam humidification presents a favored option to our clients, contractors and system engineers due to its incomparable application flexibility.
Click here for more information
RS Series Resistive Humidifier
Precision and optimal humidification is what allows this series to safely produce pure and safe steam.
Click here for more information
HP Series High Pressure Adiabatic Humidifiers
This adiabatic unit perfectly addresses the needs of industrial spaces in terms of humidification and presents the most cost and energy saving solution on the market.
Click here for more information
LS Series Pressure Steam Humidifiers
The LS Series pressure steam humidifiers deliver reliable humidity from the facility steam boiler.
Click here for more information
ME Series Evaporative Humidifier and Cooler
Due to its cutting-edge patented features this ME humidifier series ensures world-leading quality of not only evaporative air duct cooling but also energy-saving humidity control.
Click here for more information
Residential Humidification Accuracy and Efficiency at its Best
To ensure a healthy, comfortable and static-free environment for residential buildings this system combines sleek design and humidification reliability for a worry-free home.
Click here for more information
Electric Outdoor Humidifiers
Suitable for various climate zones the EL-OC and the RS-OC grant a secure and cost-saving option for reliable and optimal outdoor humidification needs.
Click here for more information
OE Series OEM Electric Humidifier
Built on industry-leading technology innovations, this powerful series reliably creates and maintains important humidity levels for any commercial environment.
Click here for more information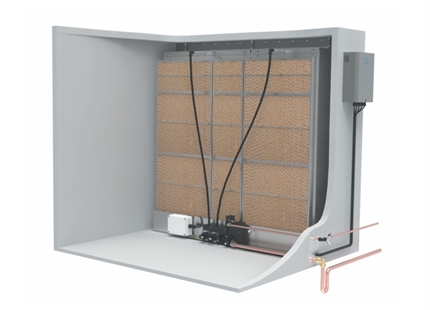
MC Series Evaporative Humidifier
Humidification and cooling with reliable hygiene control and quality construction
Click here for more information








